
Високе механичке перформансе, отпорност на топлоту и отпорност на компресију, прилагодљива златна тефлонска завојница Ф-граде, нова енергија за фотонапонску опрему

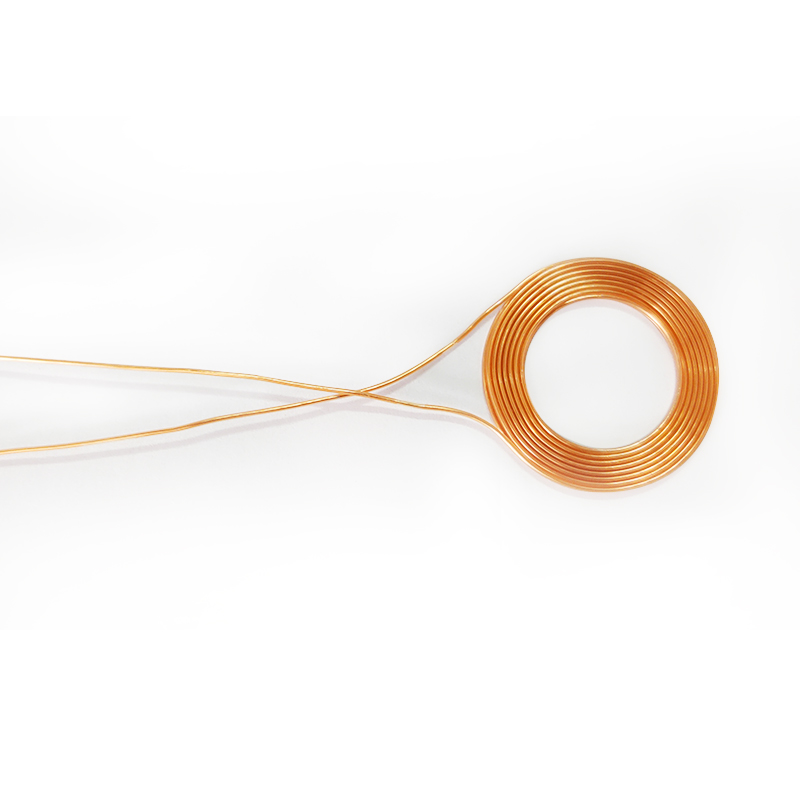

Златни тефлонски самолепљиви намотај Ф-граде
Назив производа:Златни тефлонски самолепљиви намотај Ф-граде
Тефлоном изолована жица се односи на изоловану жицу направљену од флуоропласта (ЕТФЕ) као изолационог материјала. Због своје нелепљивости, отпорности на топлоту, отпорности на клизање, отпорности на влагу, отпорности на хабање, отпорности на корозију и других карактеристика. Дакле, у поређењу са другим високотемпературним жицама, тефлонска жица има одличну термичку стабилност и отпорност на механичко хабање, перформансе електричне изолације, отпорност на јаке киселине и алкалије, корозију, отпорност на ватру и несагоревање, висок индекс кисеоника, низак ниво дима и без халогена, не старење, жица која се лако гули, висока чврстоћа и отпорност на трење. Постоји одређена разлика између температурне отпорности тефлонске жице и материјала спољашњег амбалажног материјала. Међу њима, карактеристике ЕТФЕ-а су добра обрадивост, уравнотежена физичка својства, добра механичка жилавост и одлична отпорност на зрачење. Овај материјал има карактеристике отпорности на корозију политетрафлуороетилена, превазилазећи непријањање и сексуалне дефекте политетрафлуороетилена за метале. Поред тога, његов просечан коефицијент линеарне експанзије је близак коефицијенту угљеничног челика, што чини ЕТФЕ (Ф-40) идеалним композитним материјалом са металима
Његове перформансе имају одличну отпорност на корозију, скоро нерастворљив у било ком органском растварачу, и може одолети уљу, јаким киселинама, јаким алкалијама, јаким оксидантима, итд. Има одличне перформансе електричне изолације, висок напон, низак губитак високе фреквенције, нема апсорпцију влаге и висок отпор изолације; Има одличну отпорност на пламен, отпорност на старење и дуг радни век.
Контрола облика завојнице:
Прво, користите метод екструзије према унутра да стиснете ивице квадратног намотаја према унутра, осигуравајући да дебљина намота буде конзистентна. Али проблем са овим је што ако се жица екструдира након намотавања, ако распоред није уредан, то ће узроковати оштећење жице и довести до производње неисправних производа. Ако се користи метод стискања једном након намотавања једног слоја, структура машине ће бити сложенија и трошак ће бити већи. Мања компатибилност.
Друго, коришћењем методе екструзије напоље, намотани кружни или елиптични калем има високу прецизност у распореду жице и конзистентну дебљину на свим позицијама. Стискањем кружног или елиптичног намотаја од унутрашњег круга ка спољашњости кроз калуп, произведени квадратни калем има конзистентну дебљину и проводљивост на свим позицијама. Недостатак ове методе је што не може стиснути калемове са превише слојева или превеликом дебљином.
Због тога, приликом намотавања намотаја, контрола облика мора бити тачна, било да је угао или облик, или ће то утицати на перформансе жице. Штавише, у стварном процесу производње и прераде, неправилан рад у каснијој производњи и преради може проузроковати оштећење изолационог слоја, што представља значајну опасност по квалитет перформанси намотаја. Дакле, током производног процеса, операције треба стриктно спроводити у складу са захтевима производње. Подешавање температуре и напетости треба да буде усредсређено на квалитет производа и не може бити слепо брзо.



2-300x300.jpg)


